A white light interferometer is a low coherence interference microscope, a board spectral width light source and illumination lens is used to uniform illuminate the measured surface. A Mirau interference microscope objective lens is mounted on a piezoelectric transducer to scanning along the vertical direction. Light reflected from the measurement surface is imaged on the CCD array. The Mirau objective lens causes the same aberration to the reference beam and the measured beam, so it avoids additional phase error. The scanned interference image array records the signal envelop of the interference fringes from multiple wavelength, and the position of envelop marks the surface profile information in the field of view. However, when it comes to the situation of one layer of transparent film coated on an opaque surface, there are at least three readily identifiable envelop signal components, corresponding to the top surface, the substrate surface, and an echo resulting from the internal reflection. In our prior practice, thin transparent films and structures are more complex in product wafers, thus a theoretic model is impossible to handle inline metrology.
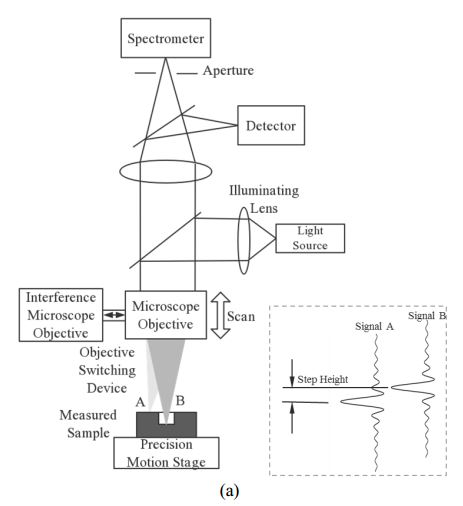
To address this bottleneck, a spectrometer which measures spectrum with high precision at the reference location of the test surface was added to a typical WLI optical system, as illustrated in Figure 1(a). Different from traditional spectral reflectance signal, the reflectance is modulated by the interference optical path difference since the spectrometer share the interference object lens. The optical path difference (OPD) is considered as an additional thickness parameter. The thickness of transparent films can be estimated
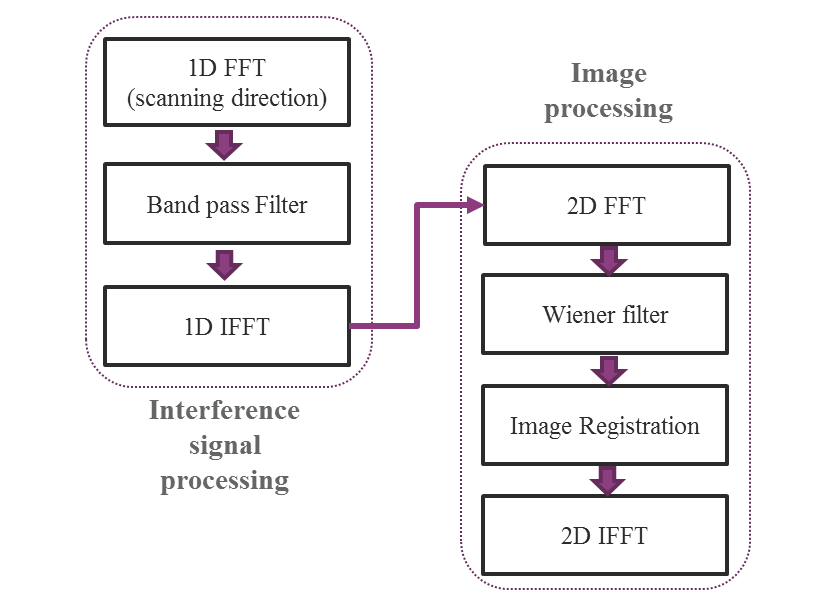
[4, 5]; through the introduction of compensation, the accuracy of surface profile result is improved. For VIA dishing measurement, because of the height differential between metal and dielectric, OPD between reflected object waves and reference waves are different outside or inside the VIA zone. A piezoelectric linear actuator drives the interference microscope objective scanning along the normal direction, and an array CCD sensor obtained a group of interference pattern images by superimposed wide band waves. The intensity signals received by each pixel are modulated by scanning OPD, they record the height information of surface and layers. So the surface profile can be resolved form the interference image arrays.
To address this bottleneck, a spectrometer which measures spectrum with high precision at the reference location of the test surface was added to a typical WLI optical system, as illustrated in Figure 1(a). Different from traditional spectral reflectance signal, the reflectance is modulated by the interference optical path difference since the spectrometer share the interference object lens. The optical path difference (OPD) is considered as an additional thickness parameter. The thickness of transparent films can be estimated
[4, 5]; through the introduction of compensation, the accuracy of surface profile result is improved. For VIA dishing measurement, because of the height differential between metal and dielectric, OPD between reflected object waves and reference waves are different outside or inside the VIA zone. A piezoelectriclinear actuator drives the interference microscope objective scanning along the normal direction, and an
array CCD sensor obtained a group of interference pattern images by superimposed wide band waves. The intensity signals received by each pixel are modulated by scanning OPD, they record the height information of surface and layers. So the surface profile can be resolved form the interference image arrays.
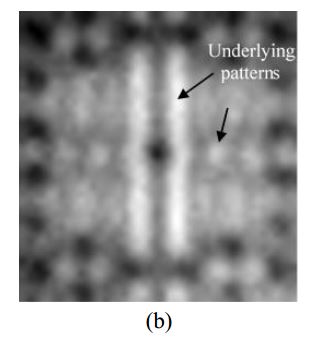
Figure 1. (a) Illustration of WLI system structure with an additional spectrometer; (b) Intensity image of one frame from original WLI dishing measurement shows underlying structure. Generally, due to the surface interference signal is suffered fromdegenerationcaused by the complicate sub-layer signal. As shown in Figure 1(b), the isolated dark spot is the desired target for CMP process control. But in practical measurement, its signal is interfered by underlying structure’s signal, causing errors to phase shifting solution. Also, step height characterization cannot be directly conducted because height information lacks absolute verification in traditional WLI measurement when involving transparent films.
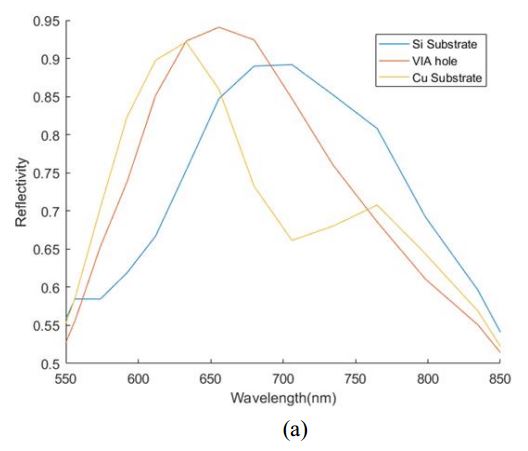
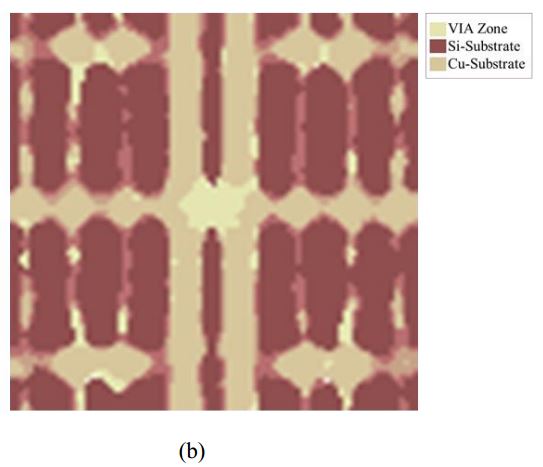
By referring to spectrum data, pixels in the field of view are segmented to several zones. For example, the VIA zone, Si-substrate zone with low under layer
reflectivity, and Cu-substrate zone with high under layer
reflectivity are
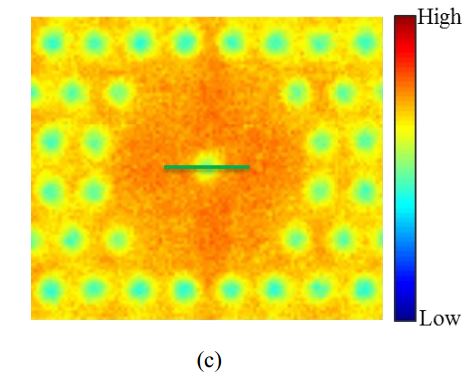
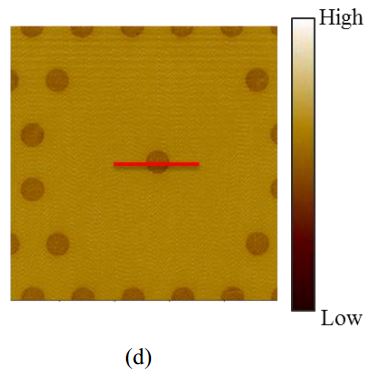
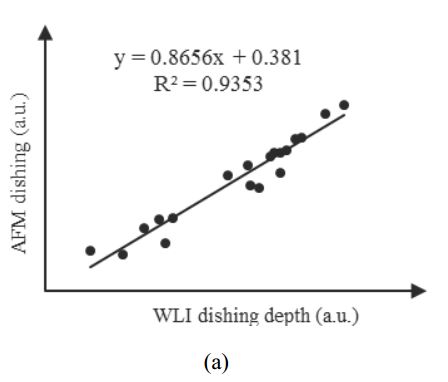
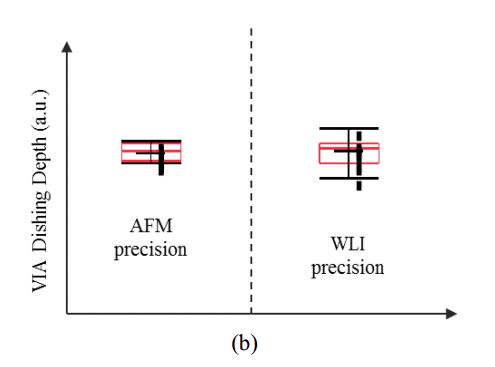
distinguished, as shown in Figure 2(a). With the classification model, every pixel in the field of view is classified into three categories, forming a zone map basically contains surface, film and structure information, which can be further verified by multi-layer pattern designs. Furthermore, height derived from each category has stable offset to each other, then a following calibration step will be performed to determine the offset values and feed them to equipment’s automatic data output system. The height calibration can be readily performed by high-accuracy AFM measurement. Figure 2(c) is the calibrated height image with the reference AFM data Figure 2(d), which provides VIA-Si substrate and VIA-Cu substrate offsets integrated into metrology recipe settings. After adding a fast spectrum collection and classification, WLI is thereby enabled on measuring patterned samples coated with transparent dielectric films.
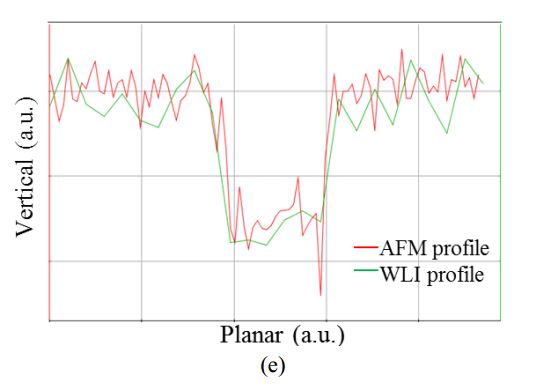
Figure 2. (a) Three typical spectra type collected by spectrometer for classification; (b) Zone map of pixel classification based on spectrum; (c) Calibrated height image with the reference of (d) AFM measurement by comparing the relative height offset of each distinguished zone; (e) Target VIA data comparison of AFM and improved WLI.