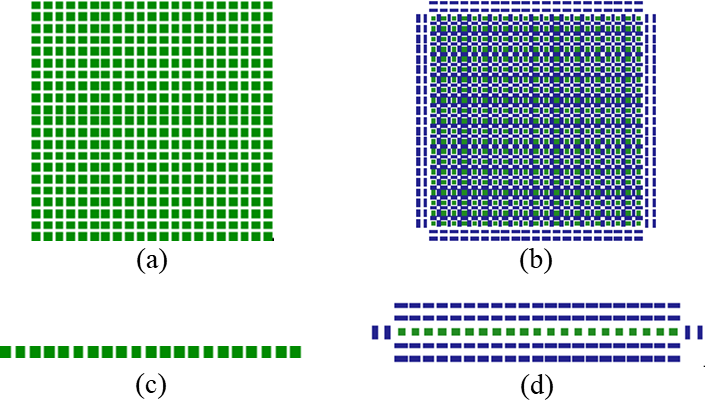
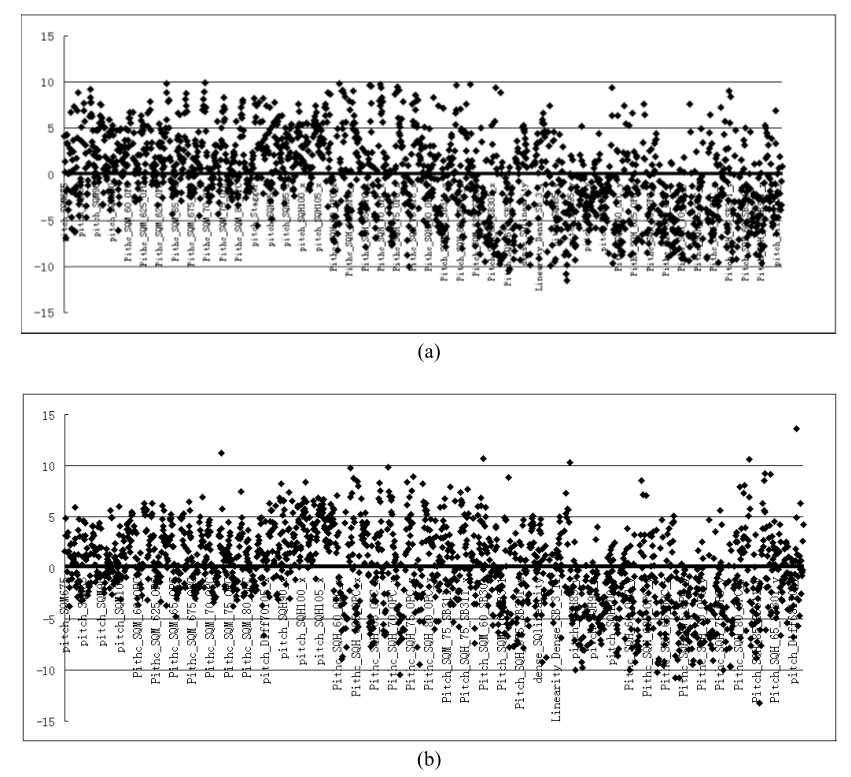
Figure 4 shows the calibration results by single model. After optical model calibration, the best one with an optimum combination of optical parameters is selected out for analyzing and building corresponding resist model. In Figure 4 (a) and (b), it can be seen that the range of difference between simulated and measured CD for most test patterns joined in calibration is from -10nm to 10nm. Obviously, this error range is very big for the model prediction of layout CD performance on wafer in 28nm node. Since there is a notable distinction between matrix and horizontal array of square islands the care of the fitting error of one kind pattern may result of worse fitting of the other kind pattern. Therefore, it is wise to split into two kinds of patterns and build models respectively.
Figure 4.
Single model calibration results (a) optical model fitting results (b) resist model fitting results. 3.2. Multi-model Calibration Results for Matrix and Horizontal Array
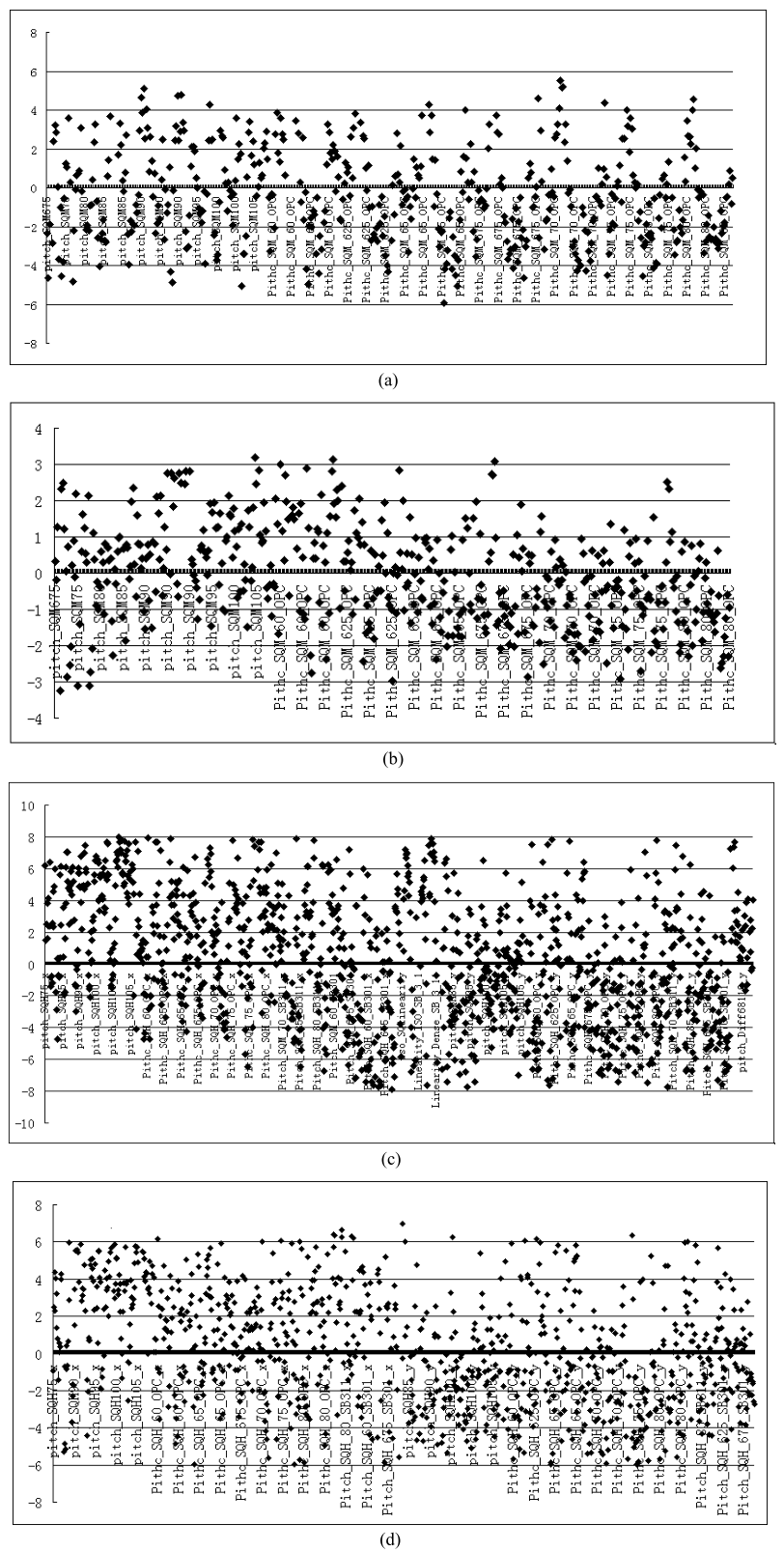
During this calibration, the matrix array and horizontal array are divided into two groups, and two models are calibrated respectively base on their group data. The results in Figure 5 shows that the optical mode fitting error range of matrix square array is improved evidently from (-5nm, 8nm) to (-4nm, 4nm), and resist model fitting error range is improved from (-5nm, 5nm) to (-3nm, 3nm). For horizontal patterns the optical model CD fitting error range improved from (-10nm 7nm) to (-8nm, 8nm) and resist model fitting error improved from (-10nm, 5nm) to (-5nm 5nm). Since there exits unsymmetrical optical intensity distribution, which makes image quality worse, the improvement in horizontal array is not as good as that in matrix array.
The optical model parameters of matrix and single model are list contrastively in Table 1. OBJECTIVE, which is defined as overall RMS between weighted simulation and measurement data, indicates the model accuracy. Though small OBJECTIVE does not ensure the model is ideal, OBJECTIVE of matrix model is smaller than single model. Other optical parameters like DEF_START, EDGE_TRANSMISSION, EDGE_TRANSMISSION, IMAGEDIFFUSION, LOSSLESS_PT reflect optical lens, pupil, resist etc. which are involved in construct the optical systems. Such parameters of single model are evidently different with that in matrix model. As Figure5(b) shows, after resist model calibration, a model with smaller error range than that in single model comes out because of the improvement of optical model by using localized data.
Table 1.
Optical parameters after model calibration in single model and matrix model. | Optical parameters | Single model | Matrix model |
| OBJECTIVE | 4.765 | 2.976 |
| DEF_START | 0.038205441 | 0.049999923 |
| EDGE_TRANSMISSION | 0.84464002 | 0.89600027 |
| IMAGEDIFFUSION | 2.8799999e-05 | 0.00480064 |
| LOSSLESS_PT | 0.118688 | 1.9199997e-05 |
Horizontal model also shows a visible improvement of fitting result. The fitting range of the single complex optical model changes from (-10nm, 6nm) to (-8nm, 8nm). Although the range is the same, the error center moves from -2nm to 0, and thus the latter has a better performance of wafer level prediction. It also helps the fitting of resist model, as Figure 5(d) shows, so that the fitting range improves from (-8nm, 5nm) to (-6nm, 6nm). Thus, by grouping two kinds of patterns and building model for each group data, a better model accuracy is realized.
Figure 5.
Multi-mode calibration results for Matrix and horizontal array (a) Matrix island array optical model; (b) Matrix island array resist model; (c) Horizontal array optical model; (d) Horizontal array resist model. 4. Simulation and OPC Correction Based on Multiple Models
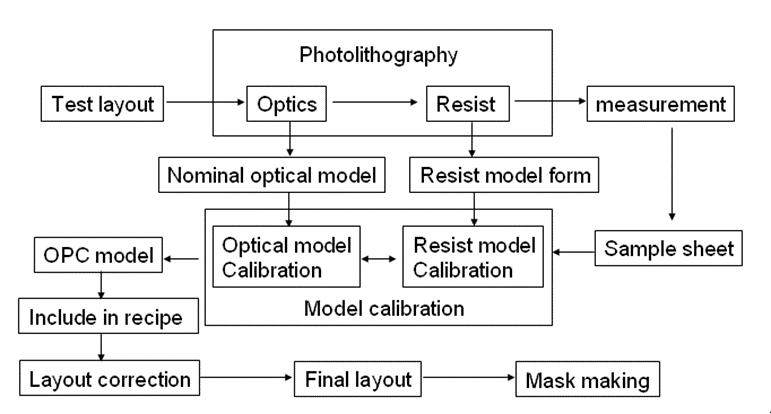
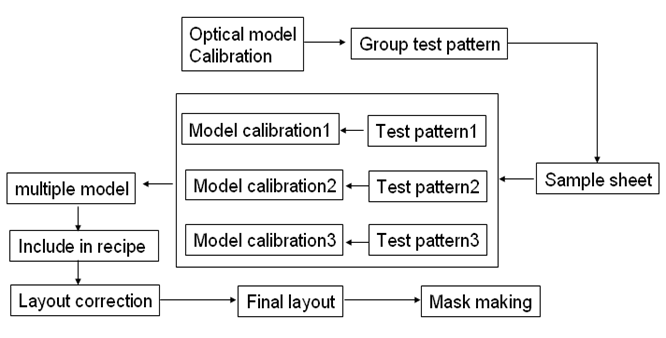
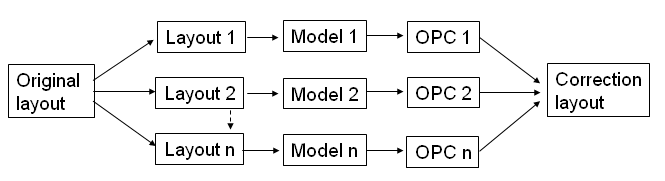
When models for different characteristics of test structures are constructed, they should be included in OPC recipe and used for simulation by OPC iterations. Different kinds of layout structures can be grouped by SVRF command and then corresponding model is implemented for each structure. This can be illustrated by Figure 6. The original layout is firstly checked by SVRF command which is designed as a basic language for layout geometry operation by Mentor Corporation, and then is selected into several groups that each has its own model. The OPC job then submitted with number of CPU processors and the fixed layout group will process by corresponding OPC model. All the groups of layouts will be combined together and output as a final gds file delivering to mask shop for mask making.
Figure 6.
Simulation and OPC correction based on multiple models.